製作工程
Process
受け継がれてきた
伝統の手仕事
現在山崎麻織物工房では、能登上布に魅せられ上布を作りたいと情熱を持った若者たちが県内外から集まり、14名の職人や織子がいます。熟練の職人たちの熱意と、職人一人一人の丁寧で緻密な手仕事に支えられ、凛として素朴な魅力がある上質な能登上布が完成します。
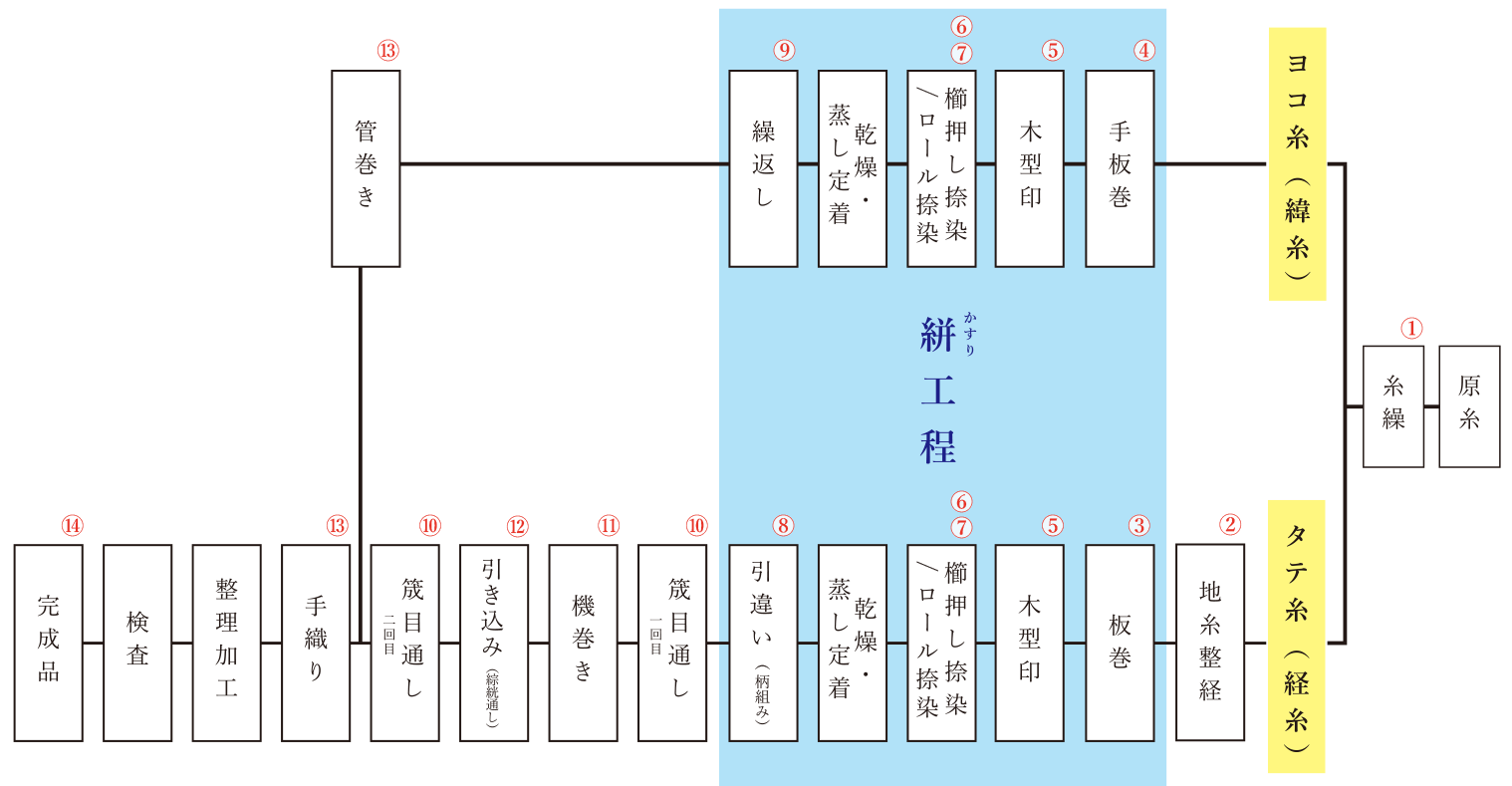
能登上布の着物一反(着物一着分)が出来上がるまでに、蚊絣総柄の場合染めを含む準備作業で1ヶ月、織り上がるのに1ヶ月と計2ヶ月以上かかります。工房では原糸購入後の全工程を手作業で進めているので、川下の工程に影響が出ないよう職人たちが常に神経を集中してものづくりを行っています。
絣柄は100近くの工程から成り、絣を生み出す技術として一般的な絣括りと違い、能登独自の櫛押捺染やロール捺染が生み出す染めにじみの少ない緻密で凛とした絣柄が見所です。
また織機や機械、道具を百年以上大切に使いつづけ、創業130年伝統技術を代々受け継いでいます。
能登上布の機織りは元々農閑期に行われていましたが、現在一年通して工房で行っており、受けつがれてきた昔ながらの機音が響き、日々活気に溢れています。
1. 糸繰
Itokuri
京都の糸屋から仕入れた綛( かせ) 糸と呼ばれる約5400mの糸の束から、着尺の場合ボビン約100個分巻取り、次工程での作業をし易い形にする。綛糸の最初の糸口を間違えずに見つけることが、絡まず綺麗に巻き取るために重要である。
縞・無地
絣
2. 地糸整経
Jiitoseikei
糸繰されたボビンを100個程度用意し、タテ糸に必要な本数(1200本~1300本)、必要な長さ(絣は4反分60m、縞は6反分90m)を回転ドラムに巻き取る。全本数分ドラムに巻き取った後、専用の「巻きぶし」に糸のゆるみが無いように巻き直す。
縞・無地
絣
3. 板巻
Itamaki
糸繰されたボビンから、地糸とは別に、絣用のタテ糸を図案毎に必要な本数分、4反分の長さ分を糸同士重ならないように捺染板に巻き、絣を染める準備をする。捺染板は一周の長さが異なる板が6 種類あり、絣模様によって使い分ける。
縞・無地
絣
4. 手板巻
Teitamaki
タテ糸とは別に、糸繰されたボビンを20個程度用意して、図案から割り出した絣用のヨコ糸4反分に必要な本数と長さを専用の整経棒に一旦全部巻き付ける。その後、手板に帯状に巻き取る。
縞・無地
絣
5. 木型印
Kigatajirushi
図案を基に彫られたタテ糸またはヨコ糸の木型(イチョウ製)、別名「さし」の凹凸面に紫色の染料を塗り、絣糸が巻かれた板の上下に張った紙テープに木型模様を写し取る。この印が、絣として染める位置を示す。
縞・無地
絣
6. 櫛押し捺染
Kushioshinassen
能登上布独特の伝統技法。
絣の染める幅によって太さが異なる櫛型の染付道具と定規を使い、木型印に沿って糸の全周に科学染料を直接刷り込むようにして、精緻な絣模様を付ける。この技法を使うことで、細かい絣模様も均一に糸に染めることができる。一般的に行われる絣括りからつくられる絣柄と違い、染めにじみの少ないくっきりとした経緯(タテヨコ)絣をつくることができる。
縞・無地
絣
7. ロール捺染
Rorunassen
能登上布独特の伝統技法。凹凸の溝が彫られたロールに、科学染料を付け、ガイドに沿ってロールを転がして糸を染める。
その後、糸を裏返して、同じ位置に模様がくるように調整して、糸の裏面も染める。絣の幅・間隔が一定の細かい十字絣の総柄(亀甲、蚊絣が代表柄)の染めに使用する。
縞・無地
絣
8. 引違い
Hikichigai
染付されたタテ絣糸を板から外し、乾燥・蒸し定着を終えた後、図案記載の絣番号順になるように粗筬(あらおさ)内に並び替える。
その後、各絣の束が図案通りの位置関係になるよう、絣糸につけた赤の基準線をもとに各々引き合わせて柄がずれないように固く結ぶ。
縞・無地
絣
9. 繰返し
Kurikaeshi
染付されたヨコ絣糸の乾燥・蒸し定着を終えた後、管巻きできるように一本一本慎重に糸をばらしながら、幅の広い専用の「めぐり枠」に10~20束くらいに分けて巻き取る。
縞・無地
絣
10. 筬目通し
Osamedoshi
機織り時にタテ・ヨコの織り目を均等に揃えて打ち込むための道具を「筬(おさ)」という。その筬の600本のスリットにタテ糸を端から順に着尺の場合2本ずつ通していく。
着尺の場合、総本数が1200~1300本にもなるタテ糸を通す。(帯の場合は420本のタテ糸)
*この工程は、機の構造上、機巻き前と引き込み後とで2回行う。
機巻きも手織りも、タテ糸を通した筬の状態のまま作業を行う。
縞・無地
絣
11. 機巻き
Hatamaki
筬目通しが終わったタテ糸(地糸+絣糸)を、能登上布独特の固定具を用いながら絣のズレ一本一本微調整して、織機専用の「巻きぶし」に、糸通しの絡みをとりながらたるみが出ないように巻きなおす。
この工程は精緻な絣柄の出来を左右する、重要な作業で、この作業でほぼ絣のタテの位置を図案通りにすることで、美しく整った十字の絣が生まれる。柄の繰り返しのパターンの大小で調整するタテ糸の本数が変わる。
※縞柄の場合は、絣を合わせる工程はない。
縞・無地
絣
12. 引き込み
Hikikomi
機巻きが終わったタテ糸(地糸+絣糸)一本一本を前後2枚の「綜絖(そうこう)」の穴に交互に通す。広幅着尺の場合は前後1300個の穴に通し、2枚の綜絖は機織りの時に足元にある「踏み木」と連動して上下し、タテ糸を交互に半分ずつ開かせヨコ糸の通り道をつくる。
タテ糸を綜絖の穴に通した状態で機にかける。
縞・無地
絣
13. 管巻き/手織り
Kudamaki/Teori
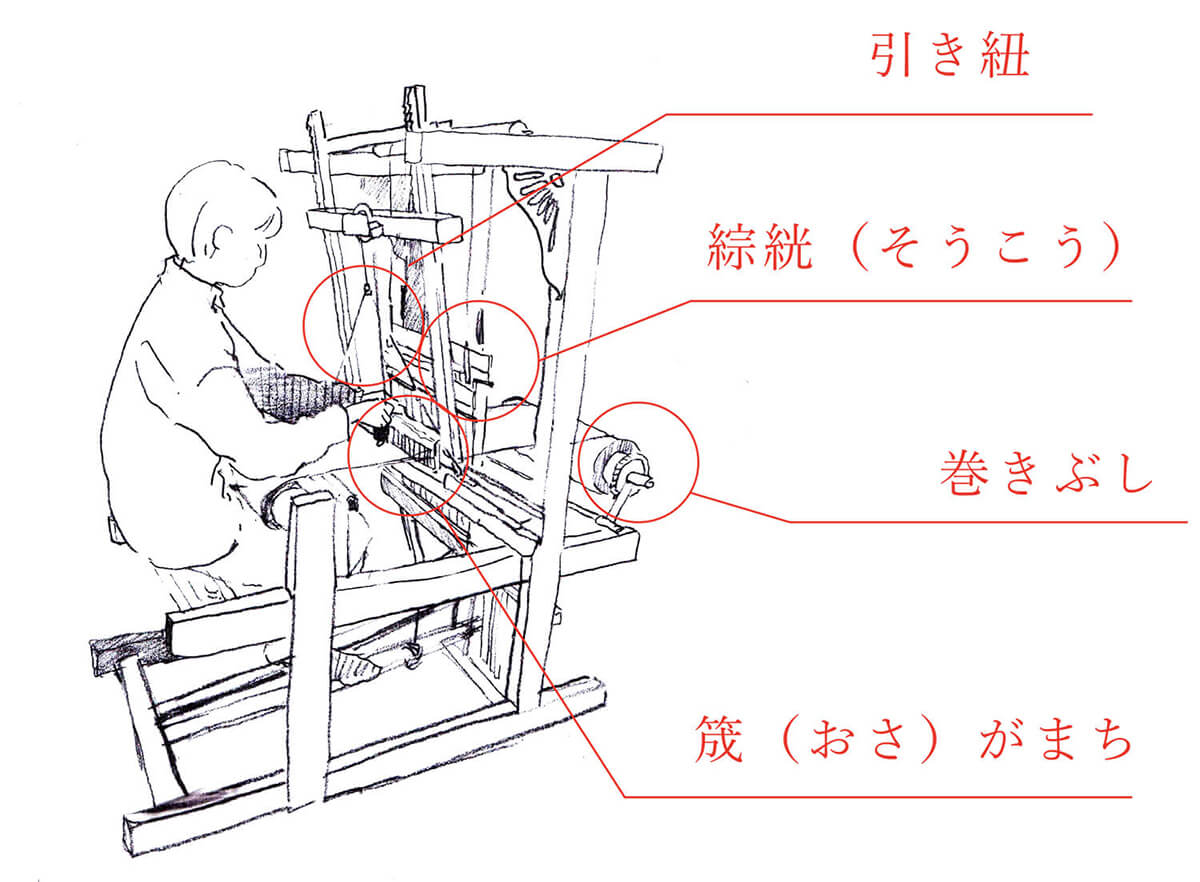
機織り前にヨコ糸を杼(ひ)の中に装着する管に巻く。地糸の場合はボビンから、絣糸の場合はめぐり枠から管に巻く。少し水に通して湿り気を与えた糸を使用することで織り目が均等になる。能登上布の織機は「バッタン高機」と呼ばれ奥行きが短く、地糸は、引き紐を引くことで「杼(ひ)」がとび、ヨコ糸を入れる仕組みとなっている。
手投げで入れるより、効率的に織ることができる。(縞や無地の場合杼は1個、絣糸の場合は手投げで杼は2個になる)織りはじめの先端は昔から藁を使って留める。
経緯(タテヨコ)絣の場合、織子がタテ糸の絣位置に合わせ、ヨコ糸を通す位置を最終調整することで、美しく均整のとれた十字柄の絣が作られる。
縞・無地
絣
14. 完成
Finish
織りあがった整理前の布を「生機(きばた)」と呼び、反物としては未完成。整理加工により付着した汚れや余分な染料を洗い落とし、規定の仕上げ幅と長さにした後、綺麗に巻きとられ、工房でひとつひとつ検反し、証紙をつける。
職人一人一人の丁寧で緻密な手仕事から生まれた美しい能登上布の完成となる。